فرق بین پرس برک نوع cnc با پرس برک دستی و هیدرولیکی
در این مقاله از مگاماشین در خصوص “تفاوت پرس برک CNC با هیدرولیکی و دستی” را بیان کرده ایم . برک را می توان با پارامترهای اساسی، مانند نیرو یا تناژ و طول کار توصیف کرد. پارامترهای اضافی شامل طول ضربه، فاصله بین قاب های بالایی یا محفظه های جانبی، فاصله تا گیج پشتی و ارتفاع کار است. تیر بالایی معمولاً با سرعتی بین 1 تا 15 میلی متر بر ثانیه کار می کند.
انواع مختلفی از پرس برک وجود دارد که شامل
- Nut-Stop هیدرولیک
- Synchro هیدرولیک
- Electric
- Hybrid
پرس های هیدرولیک با استفاده از دو سیلندر هیدرولیک هماهنگ بر روی قاب های C که تیر بالایی را حرکت می دهند، عمل می کنند. برک های سروو الکتریک از یک موتور سروو برای به حرکت درآوردن پیچ توپ یا درایو تسمه برای اعمال تناژ روی سنبه استفاده می کنند. از لحاظ تاریخی، یک پرس مکانیکی مستلزم انرژی بود که با یک موتور الکتریکی به فلایویل اضافه می شد. یک کلاچ فلایویل را درگیر می کند تا به مکانیزم میل لنگ قدرت دهد تا سنبه را به صورت عمودی حرکت دهد. دقت و سرعت دو مزیت پرس مکانیکی است. تا دهه 1950 پرسهای مکانیکی بر بازار جهانی تسلط داشتند. ظهور هیدرولیک های بهتر و کنترل های کامپیوتری باعث شده است که ماشین های هیدرولیک محبوب ترین باشند.
شماره های تماس با مگاماشین برای سفارش دستگاه های گوناگون

تفاوت پرس برک NC با CNC
پرس برک های امروزی از طریق HMI (رابط ماشین وانسان) با 2 نوع کنترل عمدتاً NC (کنترل عددی) و CNC (کنترل عددی کامپیوتری) کنترل میشوند NC .یک کنترل کننده اساسی است که در آن CNC کنترل کننده سطح بالایی است، اگرچه هزینه اولیه ممکن است بیشتر از یک NC باشد، یک کنترلر CNC قطعاً تولید شما را افزایش می دهد و شما را قادر می سازد موثرتر باشید، هزینه را در دراز مدت پایین نگه دارید و قطعاً در زمان کمتری نسبت به یک کنترلر NC پرداخت کنید.
نکته : کنترلر CNC پیشرو جهانی، FasFol است.
ماشینهای پنوماتیک و سروو الکتریک معمولاً در کاربردهای تناژ پایینتر استفاده میشوند. پرسهای هیدرولیک محصولات دقیقی با کیفیت بالا تولید میکنند، قابل اعتماد هستند، انرژی کمی مصرف میکنند و ایمنتر هستند، زیرا برخلاف پرسهای فلایویل، حرکت سنبه را میتوان به راحتی در هر زمان در پاسخ به یک وسیله ایمنی متوقف کرد، به عنوان مثال. پرده نور یا سایر دستگاه های حسگر حضور.
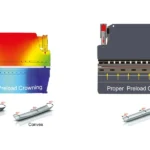
بهبودهای اخیر عمدتاً در کنترل و دستگاهی به نام backgauge است. گیج عقب وسیله ای است که با استفاده از آن می توان یک قطعه فلز را به طور دقیق قرار داد تا برک، خم شدن را در محل درست قرار دهد. علاوه بر این، گیج پشتی را می توان طوری برنامه ریزی کرد که بین خم ها حرکت کند تا به طور مکرر قطعات پیچیده بسازد. برک های اولیه برای تعیین زاویه خمش به ابزارها متکی بودند. انیمیشن سمت راست، عملکرد گیج پشتی را نشان می دهد و فاصله از لبه ماده یا خم قبلی تا مرکز قالب را تعیین می کند.
پرس برکها اغلب شامل گیج های پشتی چند محوره هستند که توسط کامپیوتر کنترل می شوند. آنها به اپراتورها اجازه می دهند مواد را به درستی قرار دهند و خم ها را گام به گام ترتیب دهند تا تکمیل شوند. حسگرهای نوری به اپراتورها این امکان را می دهند و در طول فرآیند خمش تنظیمات را انجام دهند. این حسگرها دادههای فوری در مورد زاویه خمش در چرخه خمش را به کنترلهای ماشینی ارسال میکنند که پارامترهای فرآیند را تنظیم میکنند. به طور کلی اگر روشهای طبقهبندی متفاوتی اتخاذ شود، انواع ماشینهای پرس برک که ما دریافت میکنیم نیز متفاوت هستند، اما متداولترین پرس برک های مورد استفاده، پرس برک های هیدرولیک متحرک پایین و پرس برک های CNC هستند.

طبقه بندی پرس برک ها بر اساس منابع نیروی خمشی
با توجه به منبع نیروی خمشی، برک فشاری به موارد زیر تقسیم می شود:
- برک پرس مکانیکی
- برک پرس پنوماتیکی
- برک پرس هیدرولیک
- برک پرس سروو الکتریک
برای برک پرس مکانیکی، حرکت عمودی سنبه توسط یک مکانیسم میل لنگ هدایت می شود که توسط چرخ فلایویل حرکت می کند.
برک پرس پنوماتیکی
و برک پرس پنوماتیک از فشار هوا برای حرکت سنبه استفاده می کند.
برک پرس هیدرولیک
برک پرس هیدرولیک از دو سیلندر هیدرولیک هماهنگ برای حرکت سنبه استفاده می کند.
برک پرس سروو الکتریک
 بیشتر بخوانید:
آموزش کار با دستگاه برش لیزری فلزات [اپراتور لیزر]+ گواهی
بیشتر بخوانید:
آموزش کار با دستگاه برش لیزری فلزات [اپراتور لیزر]+ گواهی
برک پرس سروو الکتریک از یک موتور سروو برای به حرکت درآوردن بال پیچ یا تسمه درایو استفاده می کند تا نیرویی بر روی سنبه وارد کند تا آن را به صورت عمودی حرکت دهد. تا دهه 1950 برک های مکانیکی بر بازار جهانی تسلط داشتند. با توسعه هیدرولیک و کنترل های کامپیوتری، برک پرس هیدرولیک محبوب ترین در سراسر جهان می شود.
شماره های تماس با مگاماشین برای سفارش دستگاه های گوناگون
طبقه بندی پرس برک ها بر اساس نوع عملیات
از منظر دیگر، پرس برک را می توان به موارد زیر تقسیم کرد:
- برک فشاری دستی
- برک پرس هیدرولیک
- برک پرس CNC

مقالات بیشتر جهت مطالعه
برک فشاری دستی
این رایج ترین نوع در بین انواع برک است که به آن برک ورق فلزی نیز می گویند. هنگام استفاده، تنظیم ابعاد و زوایای خمشی به صورت دستی، برای پرس برک های دستی مورد نیاز هستند. این شامل میز کار، تکیه گاه ها و صفحه گیره است. میز کار بر روی تکیه گاه ها نصب می شود که از یک پایه و یک صفحه فشار تشکیل شده است. پرس برک دستی در عملکرد بسیار پیچیده تر از سایر انواع پرس برک است، بنابراین، تولید انبوه پس از تأیید اندازه خمش و زوایای خم ضروری است. پس از اتمام یک دسته از تولید انبوه، تنظیم اندازه خم و زاویه خم برای ادامه تولید صورت میگیرد.

پرس برک هیدرولیک بر اساس طبقه بندی
- پرس برک پیچشی هماهنگ
- پرس برک هماهنگ الکترو هیدرولیک
- پرس برک هیبریدی
برک پرس هیدرولیک برا اساس حرکت
- پرس برک حرکتی بالا
- پرس برک حرکتی پایین
- پرس برک نوع CNC
پرس برک سروو الکتروهیدرولیک
این نوع پرس برک که نوعی تجهیزات پردازش ورق فلزی با دقت و کارایی بالا می باشد. شامل موارد زیر میباشد:
- قاب دستگاه
- رم (لغزنده)
- میز کار
- سیلندر روغن
- سیستم سروو تناسبی هیدرولیک
- سیستم تشخیص موقعیت
- کنترلر CNC
- سیستم کنترل الکتریکی
مقالات بیشتر جهت مطالعه
شماره های تماس با مگاماشین برای سفارش دستگاه های گوناگون
پرس برک های نوع CNC:
- پرس برک CNC با کنترل ضربه سنبه و گیج عقب، عملکرد خمش را تشخیص میدهد.
- هنگام استفاده از برک پرس CNC، فقط باید تعداد قطعات مورد نیاز برای خم شدن و همچنین زاویه خم شدن در هر مرحله وارد شوند. پرس برک CNC طبق مراحلی که در کنترلر تنظیم کرده اید خم شدن را به پایان می رساند.
- برک پرس پیشرفته CNC عمدتاً از سیستم سروو هیدروالکتریک و خط کش گریتینگ برای تشکیل کنترل حلقه بسته استفاده می کند.دارای دقت کنترل بالا و همچنین دقت خمش و دقت تغییر موقعیت است.
با پیشرفت علم و فناوری، فناوری همگام سازی سروو الکتروهیدرولیک برای تکمیل ارتقاء اتخاذ شده است. این فناوری عمدتاً دارای مزایای زیر است:
- برک CNC از سیستم سروو الکتروهیدرولیک برای کنترل همگام سازی دو سیلندر استفاده میکند. با خط کش استاندارد بین المللی گریتینگ کنترل کامل حلقه بسته را درک میکند. دارای هماهنگی با دقت بالا، دقت خمش بالا و دقت موقعیت یابی تکرار بالا میباشد.
- مجهز به گیره اتوماتیک هیدرولیک یا گیره سریع برای قالب بالایی و سوکت پایین قالب بر اساس نیاز مشتری برای کاهش شدت کار و بهبود راندمان تولید میباشد.
- گیج عقب پرس برک های CNC تا 6 محور قابل افزایش است. نتایج به طور خودکار توسط کنترلر تنظیم می شود که راحت و دقیق است.
- مجهز به بلوک سوپاپ Bosch-Rexroth آلمان، راهنمای حرکت خطی و بال اسکرو تولید شده توسط BLIS یا سایر شرکت های بین المللی برای اطمینان از دقت موقعیت میباشد.
- قالب فوقانی جدا شده در طول های مختلف را می توان با توجه به نیاز قطعه کار در عرض معینی مونتاژ کرد تا نیازهای خاص ساخت را برطرف کند.
- سیستم سیلندر اتوماتیک بر تاثیر بر کیفیت قطعه کار ناشی از تغییر شکل سنبه غلبه می کند تا از صافی و زاویه خمش خوب محصولات نهایی اطمینان حاصل کند.

مگاماشین تامین کننده پرس برک هیدرولیک
تصمیم گرفتیم با بهره گیری از تکنولوژی های به روز بیش از ده سال در صنایع خمکاری و برشکاری و فرمینگ به فلزات شکل دهیم. تولید، تامین تنها با بهره گیری از دانش به روز و تکنولوژی های نوین تولیدکنندگان و شرکت های مطرح و بزرگ کشورهایی مانند ایتالیا و ترکیه امکان پذیر بود. در صورتی که برای تجهیز کارخانه یا کارگاه خود نیاز به دستگاه برش لیزر فلزات فایبر، پرس برک CNC، نورد ورق 3 غلطک و 4 غلطک، دریل CNC دارید ما مشتاق به همکاری با شما خواهیم بود.
دلیل اصلی خرید شرکتهای بزرگ ایرانی مانند گروه بیمکث، اخوان، ماشین سازی اراک، سیمان هرمزگان، فاتح صنعت کیمیا، گروه اطلس تک، شرکت تاشا و گروه مپنا از مگا ماشین، علاوه بر ارائه راه حل ها و ماشین آلات نوین، همراهی مستمر در تمامی مراحل (نصب و راه اندازی، آموزش، تعمیرات، تامین قطعات و خدمات پس از فروش جامع) است.








![تنظیم قدرت و سرعت لیزر فلزات +[دانلود PDF تنظیمات]](https://www.megamachinegroup.com/wp-content/uploads/2024/02/adjusting-power-and-speed-laser-11-150x150.webp)
![ویدیو آموزش کار با دستگاه جوش لیزر فایبر [رایگان]](https://www.megamachinegroup.com/wp-content/uploads/2024/01/fiber-laser-welder-tutorial-150x150.webp)




![خدمات برش لیزر فلزات: از co2 تا فایبر [هنری تا صنعتی]](https://www.megamachinegroup.com/wp-content/uploads/2023/11/Metal-laser-cutting-services-0-150x150.webp)